Recompression of spent process steam in evaporators is one of the measures being used by the Food Processing Industry in its growing effort to conserve energy, according to Croll Reynolds Company of New Jersey, designers and manufacturers of thermocompressors and high-vacuum systems for the process industries.
The Marriott Walker Corporation, of Birmingham, Michigan, a leading manufacturer of multiple-effect evaporator systems for the Food Industry, verifies this trend. It reports increasing interest on the part of dairy food processors in installing thermocompressors on new evaporator systems, and also in the feasibility of retrofitting existing systems with these simple devices that recompress and recycle steam.
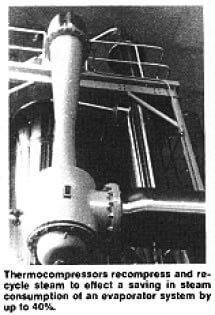
Reduces Steam Consumption: In fact, according to A. Marriott Walker, president of the company, thermal recompression can save more than one-third of the steam and water required in a similar capacity evaporator system not using thermocompressors. Evaporator Operation: Steam flows through a typical multiple-effect dairy evaporator in the following way. Steam enters the first effect of the evaporator at a pre-determined temperature and pressure. Having given up part of its heat in the first effect, it is routed to the second effect at a lower temperature and pressure. It then passes to the third effect at a still lower temperature and pressure. To offset these heat losses from the steam, the pressure in the vessel of each succeeding evaporator effect is reduced by steam jet ejectors, which lowers the boiling point of the milk. The last effect operates at the lowest pressure and temperature. Steam leaving the last effect is normally condensed and its energy made available for other heating purposes. Thermal recompression is an alternative and more efficient method of reusing spent steam for greater efficiency in the evaporation phase.
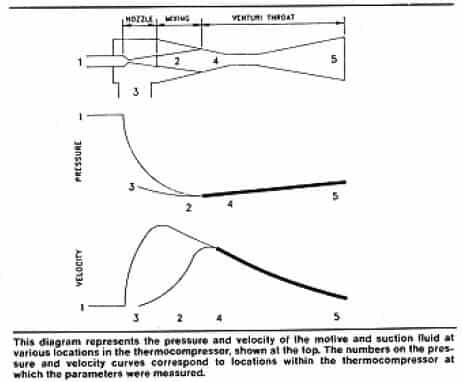
Thermal Recompression: Thermocompression, as applied to evaporators, particularly in the Food Industry, is a process by which a portion of the steam discharged from an evaporator effect is captured and compressed to a higher pressure and temperature for re-use. This is accomplished by a thermocompressor which entrains and compresses low-pressure spent steam for reuse at a higher pressure in the initial effect of a multiple-effect evaporator. A thermocompressor is similar to, and operates on, the same principle as a steam jet ejector used for producing a vacuum. Croll Reynolds thermocompressors consist of three basic parts: nozzle, mixing chamber, and diffuser. These sections function passively to entrain and compress a low-pressure fluid, such as spent steam, to some higher pressure. The recompressed fluid can then be used elsewhere, and its heat reclaimed. In operation, high-pressure steam, as a motivating fluid, enters and expands through the converging-diverging nozzle to the mixing chamber. Pressure drops sharply and the velocity increases rapidly as the steam leaves the nozzle. The suction fluid, low-pressure steam enters and mixes with the motivating steam in the mixing chamber. The mixture is then recompressed to an intermediate pressure as it passes through the diffuser. The overall efficiency of the steam thermocompressor can be expressed as a function of the entrainment efficiency. Because of impact and turbulence, there is an unavoidable loss of kinetic energy when the high-velocity motive fluid entrains the slower suction fluid. The kinetic energy of the mixture that results is only a fraction of that originally possessed by the motive fluid. The fraction that is successfully transferred to the mixture through the exchange of momentum is referred to as the “entrainment efficiency.” A portion of the motive energy is absorbed by the mixture as heat and therefore produces an increase in enthalpy.
Two Systems Compared: The value of thermal decompression can be seen with a comparison of multiple-effect evaporation by itself to multiple-effect evaporation with thermal decompression. A straight, steam-heated, triple-effect falling film evaporator processing whey would require at 270 lb/hr, 90 degrees F water at 31,5 gal/min, and 163 ft squared of heat transfer surface to produce120 lb/hr of product at 50% solids from 1,000 lb/hr of feed at 6% solids. Thus, water is evaporated at 880 lb/hr, 3.25 pounds for each pound of input steam. If thermocompression is used, steam and water requirements for the same service are reduced to 172 lb/hr and 20.3 gal/min, respectively, although the steam pressure is required to be 110 psig. The needed heat transfer surface is reduced to 154 ft squared and 5,12 pounds of water are evaporated for each pound of input steam. The evaporator equipped with a thermocompressor uses 36% less steam and 36% less water than the straight steam evaporator when both are operating at at rate of 800 lb/hr. In addition, the evaporator equipped with a thermocompressor actually uses less heating surface than the straight steam system. This is because more evaporation is done in the first effect at low concentration, and less evaporation in the subsequent effects at higher concentration where the heat transfer coefficient is lower. In the Food Processing Industry, product sensitivity dictates low evaporating temperatures; hence, the entire system operates under vacuum. In such plants, the boiler room usually produces steam at greater than 100 psig. Boiler room steam, therefore, must be reduced to sub-atmospheric pressure and must be desuperheated before it can be used in the evaporator, causing a substantial loss of available energy. Using thermal decompression on evaporators, high-pressure steam passes into a thermocompressor through nozzles, transforming the pressure energy that would be otherwise lost into kinetic energy of such magnitude that substantial quantitates of used low-pressure steam can be withdrawn from the evaporator and compressed for re-use. It has been found that 172 lb/hr of high-pressure steam is capable of compressing 306 lb/hr of spent steam from the first effect, resulting in a total steam feed to the evaporator of 478 lb/hr. The remainder of the falling-film triple-effect evaporator is similar to the straight steam system, except the second and third effects are smaller as a result of reduced duty. As the Food Processing Industry continues its drive to reduce fuel costs and improve product quality, more plants will switch to multiple-effect evaporation systems. For these new systems, as well as for existing multiple-effect evaporators that can be retrofitted with thermocompressors, thermal recompression is a practical method for reducing over-all production costs.

{kind=link}
{kind=link}